

אני רואה איךחביות בורג יחידלשנות את מיחזור הפלסטיק. כשאני משתמש בחבית בורג יחידה למיחזור גרנולציה, אני שם לב לאיכות התכה טובה יותר, ערבוב יציב ופחות בלאי.מכבש פלסטיק למחזור פלסטיקפועל בצורה חלקה יותר. עם טמפרטורה ומהירות בורג מדויקות, שלימכבש למחזור פלסטיקמשיג תפוקה ואיכות גלולות גבוהות יותר.
- שטף התכה
- מהירות בורג
- טמפרטורת חבית
- ניהול מאמץ גזירה
מנגנונים מרכזיים המניעים יעילות

הומוגניזציה משופרת של התכה
כשאני מפעיל את מכונת האקסטרודר למחזור שלי, אני מתמקד בהשגת התכה אחידה. הומוגניזציה של התכה פירושה ערבוב יסודי של הפלסטיק בזמן שהוא נמס, כך שלכל גלולה יש את אותה האיכות. למדתי ש...שליטה בטמפרטורת ההיתוך והזרימהחיוני. מחקרים על פלסטיק כמו ניילון ופוליפרופילן מראים שכאשר אני שומר על אחידות ההיתוך, אני מקבל כדורי פלסטיק ממוחזרים טובים יותר. אם ההיתוך אינו אחיד, הפלסטיק הממוחזר יכול להפוך חלש או שביר.
אני רואה את ההבדל באיכות הגלילים כשאני משתמש בחבית בורג יחידה שתוכננה לערבוב טוב יותר. לדוגמה, מחקר על הומוגניזציה של גזירה במצב התכה מראה שערבוב עם גזירה גבוהה בחביות בורג יחידה משפר את האחידות הפיזית והתרמית של פלסטיק ממוחזר. תהליך זה מפחית מזהמים ומשנה את מבנה הפולימר באופן המסייע בשלבי מיחזור נוספים. אני שם לב שלגלילים הממוחזרים שלי יש פחות פגמים וביצועים טובים יותר כאשר התערובת ההיתוכה הומוגנית.
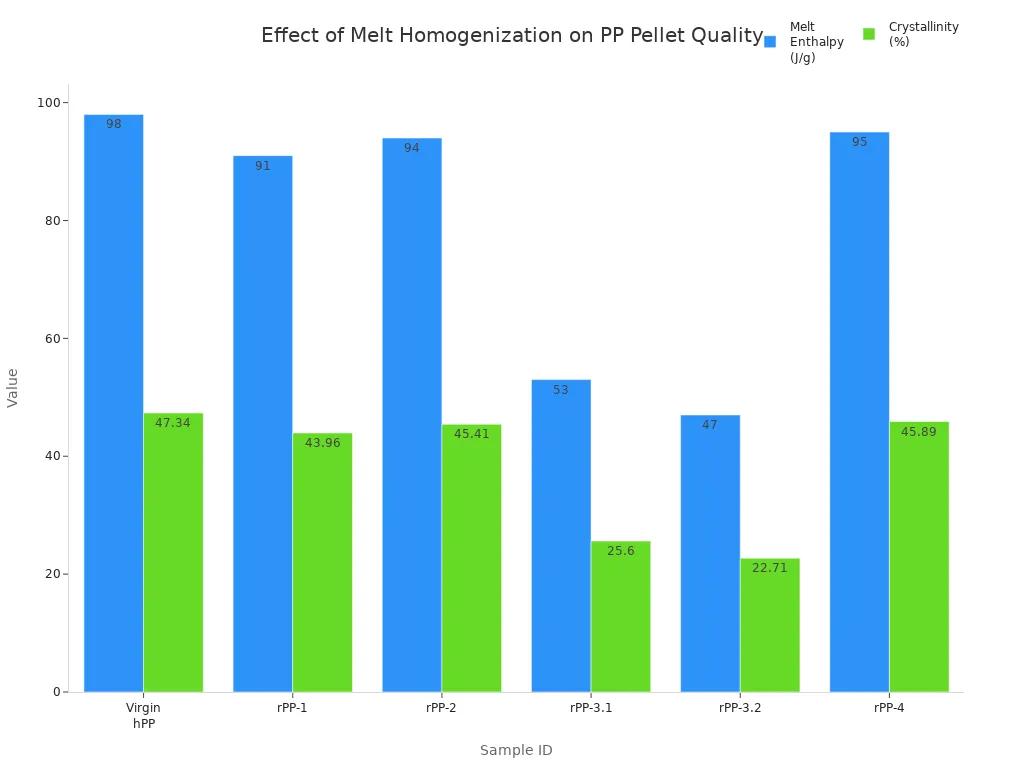
המספרים תואמים את מה שאני רואה בסדנה שלי. כשאני משווה דגימות פוליפרופילן ממוחזר, אלו עם גבישיות ואנתלפיית התכה גבוהה יותר נראות ומתפקדות יותר כמו פלסטיק בתולי. הנה טבלה שמראה כיצד תנאי עיבוד שונים משפיעים על איכות הגלילים:
| מזהה דוגמה | אנתלפיית התכה (J/g) | גבישיות (%) |
|---|---|---|
| הומופולימר בתולי PP (hPP) | 98 | 47.34 |
| PP-1 ממוחזר (rPP-1) | 91 | 43.96 |
| PP-2 ממוחזר (rPP-2) | 94 | 45.41 |
| PP-3.1 ממוחזר (rPP-3.1) | 53 | 25.60 |
| PP-3.2 ממוחזר (rPP-3.2) | 47 | 22.71 |
| PP-4 ממוחזר (rPP-4) | 95 | 45.89 |
אני תמיד שואף לתוצאות כמו rPP-1, rPP-2 ו-rPP-4, הקרובות ל-PP בתולי. ערכים נמוכים יותר, כמו rPP-3.1 ו-rPP-3.2, אומרים לי שההיתוך לא עורבב היטב או שהיה בו זיהום.
כשאני שולט על זרימת ההיתוך והערבוב, אני גם רואה תכונות מכניות טובות יותר במוצר הסופי. הגלולות הממוחזרות שלי נמתחות ועומדות כמעט כמו פלסטיק חדש, מה שאומר שאני יכול להשתמש בהן ביישומים תובעניים יותר.
גיאומטריית בורג אופטימלית
הצורה והעיצוב של הבורג בתוך המכבש שלי משפיעים מאוד. ניסיתי גיאומטריות שונות של בורגים ושמתי לב כיצד הן משפיעות על צריכת האנרגיה, איכות ההיתוך והתפוקה. כשאני משתמש בבורג עם הגיאומטריה הנכונה, אני מקבל ערבוב עקבי יותר ותפוקה גבוהה יותר. אני גם משתמש בפחות אנרגיה, מה שחוסך כסף ומפחית את הבלאי בציוד שלי.
- גיאומטריית הבורג משפיעה על כמות האנרגיה שאני צריך ועל כמה יציבה טמפרטורת ההיתוך.
- הגברת מהירות הבורג יכולה להפחית את צריכת האנרגיה, אך עיצוב הבורג חייב להתאים לחומר.
- ברגי מחסום ואלמנטים של ערבוב עוזרים לשמור על טמפרטורת ההיתוך אחידה ולשפר את הערבוב.
- חלק מעיצובי הברגים מאפשרים לי להפעיל את המכבש מהר יותר מבלי לאבד איכות.
- גיאומטריית הבורג הנכונה מאזנת יעילות אנרגטית עם תפוקה גבוהה ואיכות התכה טובה.
ראיתי שברגי מחסום, שמפרידים בין פלסטיק מוצק לפלסטיק מותך, מאפשרים לי לפעול במהירויות גבוהות יותר ולקבל תפוקה רבה יותר. עם זאת, אני צריך לעקוב אחר התפוקה כדי לשמור על אחידות של ההיתוך. ערבוב אלמנטים כמו מקטע הגזירה של Maddock מעניק לי הומוגניזציה טובה יותר, מה שאומר פחות פגמים בכדורים שלי.
הנה השוואה מהירה בין סוגי ברגים והשפעתם:
| גיאומטריית בורג | עקביות ערבוב (הומוגניות) | תפוקה | הערות |
|---|---|---|---|
| ברגי מחסום | טוב בתפוקה גבוהה, דורש בקרה מדוקדקת | גָבוֹהַ | הטוב ביותר עבור מנות גדולות, יש לשים לב לערבוב לא אחיד במהירויות גבוהות מאוד |
| ברגים בעלי שלושה חלקים | יציב, אך תפוקה נמוכה יותר | לְמַתֵן | טוב לייצור יציב, פחות גמיש |
| ערבוב אלמנטים | הומוגניזציה מעולה | משתנה | גזירת מדוק מעניקה את הערבוב הטוב ביותר, במיוחד עבור פלסטיק קשה |
אני תמיד בוחר את גיאומטריית הבורג שמתאימה לפלסטיק שאני ממחזר. כך אני מקבל את האיזון הטוב ביותר בין מהירות, איכות וצריכת אנרגיה.
חומרי חבית מתקדמים
החומר של קנה הבורג חשוב לא פחות מהעיצוב שלו. אני סומך על חביות העשויות מפלדות סגסוגת איכותיות כמו 38CrMoAl, המציעות חוזק וקשיחות. כשאני משתמש בחביות עם משטחים ניטרידים, אני רואה קפיצה גדולה בקשיות. משמעות הדבר היא שהציוד שלי מחזיק מעמד זמן רב יותר, אפילו כשאני מעבד פלסטיק שוחק או מזוהם.
- פלדות סגסוגת כמו 38CrMoAlA ו-AISI 4140 נותנות לי את העמידות שאני צריך.
- פלדות אבקת-מתכת מספקות עמידות טובה עוד יותר בפני שחיקה וקורוזיה.
- טיפולי ניטרידציה מגבירים את קשיות פני השטח, ולעתים קרובות מגיעים ל-HV900 ומעלה.
- ציפויים בי-מטאליים, כמו טונגסטן קרביד, מגנים מפני חומרי מילוי שוחקים.
- ציפוי כרום מוסיף שכבת הגנה נוספת מפני חלודה ובלאי.
שמתי לב שכאשר אני משתמש בחביות עם חומרים וציפויים מתקדמים אלה, אני מבזבז פחות זמן וכסף על תחזוקה. המכונה שלי פועלת זמן רב יותר בין מרווחי שירות, ואני לא צריך לדאוג כל כך לגבי תקלות. אמינות זו מאפשרת לי להתמקד בייצור כדורי פח ממוחזרים באיכות גבוהה.
עֵצָה:תמיד להתאים אתחומר חביתלסוגי הפלסטיק והתוספים שאתם מעבדים. חומרים וציפויים עמידים יותר משתלמים כשאתם מטפלים בפסולת פלסטיק שוחקת או מעורבת.
על ידי שילוב של הומוגניזציה משופרת של ההיתוך, גיאומטריית בורג אופטימלית וחומרי חבית מתקדמים, אני משיג יעילות גבוהה יותר ותוצאות טובות יותר בפעילות מיחזור הפלסטיק שלי. מנגנונים אלה פועלים יחד כדי לספק איכות עקבית, תפוקה גבוהה יותר ועלויות נמוכות יותר.
פתרון אתגרי מיחזור נפוצים
התמודדות עם זיהום וחומרי גלם משתנים
כשאני מנהל את פעולת המיחזור שלי, אני מתמודד עם חומרי גלם בלתי צפויים מדי יום. חלק מהאצוות מכילות פלסטיק נקי ואחיד. אחרות מגיעות מעורבבות עם לכלוך, מתכת או לחות. אני יודע שלחלקיקי טחינה חוזרת בעלי צורה לא סדירה יש צפיפות נפח נמוכה יותר מאשר לחלקיקי פחמימות טבעיים. זה מפחית את התפוקה וגורם למכונת האקסטרודר שלי לעבוד קשה יותר. אם אני לא מטפל בבעיות אלה, אני רואה טמפרטורות התכה גבוהות יותר ואיכות הפחמימות יורדת.
אני סומך על קנה הבורג היחיד שלי כדי להתמודד עם האתגרים הללו. הגיאומטריה האופטימלית של אזור ההזנה, במיוחד כיסי הזנה מוגדלים, משפרת את ההזנה ואת שינוע המוצקים. עיצוב זה מונע קיפאון חומרים ושומר על זרימה יציבה. אני שם לב שהאקסטרודר שלי שומר על איכות ההיתוך גם כשאני מעבד פלסטיק מעורב או מזוהם.
אלו האתגרים העיקריים שאני נתקל בהם במחזור פלסטיק:
- צורות טחינה לא סדירות וצפיפות בתפזורת נמוכה
- תפוקה ויעילות מופחתות
- טמפרטורות התכה גבוהות יותר וחלונות עיבוד צרים
- זיהום ופירוק חומרים
- שונות עיבוד עם פלסטיק מעורב
קנה הבורג היחיד שלי עוזר לי להתגבר על הבעיות הללו. אני רואה יעילות הזנה טובה יותר, זרימת חומרים עקבית וצריכת אנרגיה נמוכה יותר. טכנולוגיה זו מאפשרת לי לעבד מגוון רחב יותר של פלסטיק ממוחזר מבלי להתפשר על האיכות.
אני מרבה להשוות בין מכונות אקסטרודר בעלות בורג יחיד למכונות אקסטרודר בעלות בורג כפול. מכונות אקסטרודר בעלות בורג כפול מציעות ערבוב וסילוק גזים מצוינים, אך הן מתקשות בלחצים גבוהים ובזיהום. מכונות אקסטרודר בעלות בורג יחיד, כמו שלי, מטפלות במחזור עתיר סינון וסובלות מזהמים טוב יותר. הנה השוואה מהירה:
| תכונה | מכבש בורג יחיד | מכבש בורג תאומים |
|---|---|---|
| יעילות ערבוב | ערבוב מתון, הומוגניזציה מוגבלת | ערבוב מעולה, פעולה חלוקתית/פיזור אינטנסיבית |
| אחידות טמפרטורה | בינוני, נוטה לנקודות חמות/קור | פיזור טמפרטורת ההיתוך אחיד ביותר |
| יציבות פלט | טוב, יכול להיות פעימה | תפוקה עקבית ויציבה |
| רבגוניות חומרית | הטוב ביותר עבור חומרים הומוגניים ובתוליים | מטפל בתוספים, תערובות וחומרי גלם מזוהמים |
| יכולת סילוק גזים | מוגבל או ללא | גבוה, עם פתחי ואקום ואזורי אוורור |
| מקרה שימוש אידיאלי | ABS בתולי טהור בקנה מידה קטן | ABS ממוחזר, בקנה מידה תעשייתי, מיוחד, צבעוני |
אני בוחר בחביות בעלות בורג יחיד בשל יכולות הלחץ הגבוה שלהן והסבילות הטובה יותר שלהן למזהמים. החלטה זו עוזרת לי להימנע מתיקונים יקרים ושומרת על תפקוד תקין של קו המיחזור שלי.
הפחתת שחיקה מחומרים שוחקים
פלסטיק שוחק וחומרי מילוי, כגון סיבי זכוכית, טלק וסידן פחמתי, מהווים אתגר משמעותי במפעל שלי. חומרים אלה שוחקים ברגים וחביתות במהירות. נהגתי להחליף רכיבים לעתים קרובות, מה שהגדיל את זמן ההשבתה והעלויות.
כיום, אני משתמש בחביות בעלות בורג יחיד עם טיפולי שטח וציפויים מתקדמים. החבית שלי כוללת משטח ניטרידי ושכבות מסגסוגת דו-מתכתית. שיפורים אלה מגבירים את הקשיחות ועמידים בפני שחיקה. אני רואה הבדל גדול בעמידות. הציוד שלי מחזיק מעמד זמן רב יותר, אפילו כשאני מעבד פלסטיק קשה ושוחק.
מאפייני עיצוב עיקריים שעוזרים לי למזער את הבלאי כוללים:
- גיאומטריית בורג אופטימלית למניעת קפיצות לחץ וטורבולנציה של התכה
- בחירת חומרים עמידים בפני שחיקה וציפויים מיוחדים
- עיצוב מותאם אישית לחומרי גלם ומילוי ספציפיים
- עיבוד שבבי מדויק לגימור משטח חלק
- תוכנת סימולציה להבנת התפלגות לחץ ההיתוך
למדתי ש-הבלאי הגבוה ביותר מתרחש ליד מקטע המעבר, שבו מוצקים נסגרים והלחץ עולה. על ידי בחירת החומרים והציפויים הנכונים, אנילהפחית את הבלאי עד 60%בדיקה ותחזוקה שוטפות של אזורים עם בלאי גבוה, כגון אזורי ההזנה והפריקה, שומרות על האקסטרודר שלי במצב מעולה.
עֵצָה:אני תמיד מתאים את עיצוב חבית הבורג שלי לפלסטיק ולחומרי המילוי שאני מעבד. גישה זו מאריכה את חיי הציוד ומשפרת את יעילות הייצור.
שיפור יציבות התהליך ועקביות התפוקה
עיבוד יציב חיוני לייצור כדורי פלדה ממוחזרים באיכות גבוהה. לפני שאימצתי את טכנולוגיית חבית בורג יחיד, התמודדתי עם קפיצות זרימה, חוסר יציבות בהתכה והעברת מוצקים לקויה. בעיות אלו הובילו לשיעורי ייצור נמוכים יותר, גרוטאות מוגברות ועלויות עבודה גבוהות יותר.
בעזרת חבית הבורג היחידה JT שלי, אני משיג זרימת גז יציבה ותפוקה עקבית. מערכות בקרה מתקדמות, כולל חיישנים ובקרי לוגיקה, עוזרות לי לשמור על טמפרטורה ולחץ יציבים. אני עוקב מקרוב אחר תנאי התהליך כדי למנוע תנודות שעלולות לערער את יציבות הפעולה.
אני משתמשסגסוגות בי-מטאליות וציפויים מתקדמיםלשיפור עמידות בפני שחיקה וקורוזיה. תכונות אלו קריטיות לעיבוד פלסטיק שוחק או ממוחזר. תנאי תהליך יציבים מונעים שינויים בתכונות המוצר ומפחיתים פסולת.
אלו השלבים שאני נוקט כדי לשמור על יציבות התהליך:
- תחזוקה שוטפת והחלפה בזמן של ברגים וחביות שחוקים
- ניטור טמפרטורה ולחץ באמצעות מערכות בקרה מתקדמות
- שימוש בפרופילי בורג מותאמים אישית להומוגניות וערבוב טובים יותר של ההיתוך
- בדיקת אזורים עם שחיקה גבוהה כדי להפחית זמן השבתה בלתי צפוי
מחקרים מראים כי אופטימיזציה של מהירות הבורג ואזורי הטמפרטורה מגבירה את התפוקה ומשפרת את יכולת המיחזור. מהירויות בורג נמוכות יותר מגבירות את המומנט ומפחיתות אנרגיה מכנית, מה שמוביל ליעילות טובה יותר ותפוקה עקבית יותר. תיעדתי עלייה בקצב התפוקה של 18% עד 36% לאחר אופטימיזציה של עיצוב קנה הבורג שלי.
פֶּתֶק:בדיקה עקבית ותחזוקה חזויה מאריכות את חיי הציוד ומשפרות את יציבות התהליך הכוללת בפעילות המיחזור שלי.
על ידי טיפול בזיהום, בלאי ויציבות תהליך, קנה הבורג היחיד שלי עוזר לי לספק כדורי פחם ממוחזרים אמינים ואיכותיים. אני עומד בדרישות המיחזור המודרני בביטחון וביעילות.
חבית בורג יחידה למחזור גרנולות: תוצאות מהעולם האמיתי

תפוקה ואיכות מוגברים
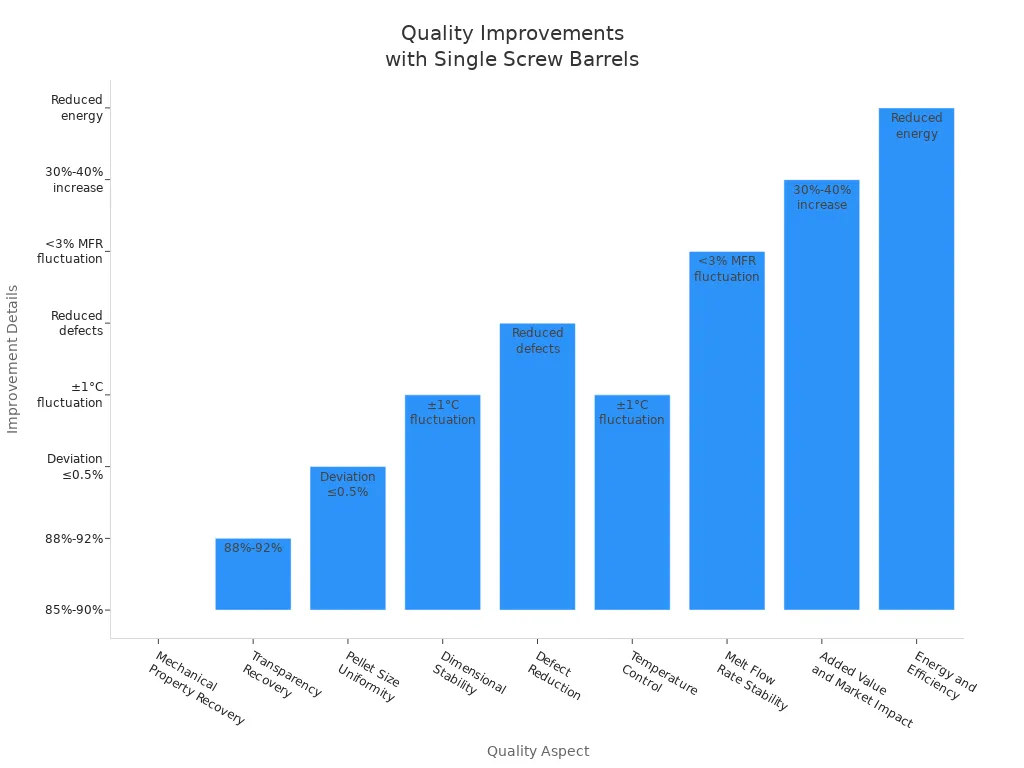
כאשר עברתי לחבית בורגית יחידה למחזור גרנולציה, ראיתי שיפור ברור הן בתפוקה והן באיכות הגלילים. הגלילים הממוחזרים שלי מציגים כעת חוזק מכני טוב יותר ושקיפות משופרת. אני יכול לשלוט בגודל הגלילים בצורה מדויקת יותר, מה שעוזר לי לעמוד בדרישות המחמירות של הלקוחות. בקרת הטמפרטורה המתקדמת שומרת על זרימת ההיתוך יציבה, כך שאני מקבל פחות פגמים וגלולות אחידות יותר.
| היבט איכותי | פרטי שיפור |
|---|---|
| שחזור רכוש מכני | שיעור התאוששות של 85%-90%, גבוה בהרבה מאשר עם ציוד רגיל |
| שחזור שקיפות | שיעור התאוששות של 88%-92% |
| אחידות גודל גלולה | סטיית גודל בתוך 0.5% |
| יציבות ממדית | טמפרטורה אחידה (תנודות של ±1°C) מבטיחה יציבות |
| הפחתת פגמים | פחות זיהומים ופגמים |
| בקרת טמפרטורה | בקרה בת חמישה שלבים, תנודות של ±1°C |
| יציבות קצב זרימת ההיתוך | תנודת MFR פחות מ-3% |
| ערך מוסף והשפעה בשוק | עלייה של 30%-40% בערך המוסף |
| אנרגיה ויעילות | צריכת אנרגיה נמוכה יותר, יעילות גבוהה יותר |
תחזוקה וזמן השבתה נמוכים יותר
למדתי שטיפול קבוע שומר על חבית הבורג היחיד שלי למחזור גרגירים פועלת בצורה חלקה. אני מקפיד על לוח זמנים תחזוקה קפדני ובודק את החבית מדי שבוע. אני תמיד שומר על טמפרטורה ומהירות בורג יציבים כדי למנוע עומס על המכונה. חומר גלם פלסטיק נקי וממוין עוזר למנוע נזק ממזהמים. אני מנקה ומשמן חלקים נעים כדי למנוע חלודה וחיכוך. כשאני רואה חלקים שחוקים, אני מחליף אותם מיד. אני בוחר בחביות העשויות מסגסוגות חזקות עם ציפויים מיוחדים, כמו ניטריד, כדי להאריך את חייהן.
- בדיקות חביות שבועיותלשמור על הציוד שלי במצב מעולה.
- הגדרות טמפרטורה ולחץ נכונות מונעות בלאי.
- חומר גלם נקי מפחית נזק פנימי.
- ניקוי ושימון קבועים מונעים תקלות.
- החלפת חלקים יזומה מונעת זמן השבתה בלתי צפוי.
- סגסוגות וציפויים חזקים הופכים את הקנה לפעיל לאורך זמן רב יותר.
מפעלים שעוקבים אחר שלבים אלה מדווחים על פחות זמן השבתה ועלויות תיקון נמוכות יותר. קו המיחזור שלי פועל כעת בצורה יעילה ואמינה יותר.
מקרה בוחן: חבית בורג יחידה של JT במחזור רב-פלסטיק
התקנתי במפעל שלי את חבית הבורג היחידה של JT למחזור גרנולציה כדי לטפל בסוגי פלסטיק שונים כמו PE, PP ו-PVC. החומרים העמידים בפני שחיקה, כגון38CrMoAl וטונגסטן קרביד, האריכו את חיי החבית. כעת אני מוציא פחות על תיקונים והחלפות. קו הייצור שלי כמעט ולא עוצר, כך שאני עומד בלוחות הזמנים של האספקה. הביצועים העקביים של חבית הבורג היחידה של JT למחזור גרגירים שיפרו את התפוקה שלי והפחיתו את העלויות שלי. אני רואה פחות הפרעות ושיפוריםאיכות גלולה, מה שעוזר לי להישאר תחרותי בשוק.
אני רואה כיצד חביות בעלות בורג יחיד פותרות בעיות מרכזיות במחזור. הניסיון שלי מראה איכות התכה, ערבוב ויציבות תהליך טובים יותר. בעזרת חבית בורג יחיד למחזור גרנולציה, אני משיג יעילות ואמינות גבוהות יותר. שיפורים אלה תומכים בפעולות נקיות יותר, מורידים עלויות ועוזרים לי לעמוד בדרישות הגוברות בתעשייה למחזור פלסטיק בר-קיימא.
שאלות נפוצות
אילו סוגי פלסטיק ניתן לעבד עם חבית בורג יחידה של JT?
אני יכול לעבד מגוון רחב של סוגי פלסטיק, כולל PE, PP, PS,PVC, PET, PC ו-PA. החבית מתאימה את עצמה לחומרים שונים למחזור יעיל.
כיצד אוכל להפחית את הבלאי על קנה הבורג שלי?
אני משתמש בחביות העשויות מסגסוגות חזקות עם ציפויים ניטרידים או בי-מתכתיים. ניקוי קבוע והגדרות נכונות עוזרים לי להאריך את חיי הקנה ולשמור על ביצועים גבוהים.
מדוע הומוגניזציה של מותך חשובה במחזור?
הומוגניזציה של התכה נותנת לי כדורים אחידים. אני רואה פחות פגמים וחוזק מוצר טוב יותר. ערבוב עקבי עוזר לי לעמוד בתקני איכות ובצורכי הלקוחות.

זמן פרסום: 21 באוגוסט 2025