

מכונת הזרקת פלסטיק הופכת ביעילות פלסטיק גולמי לצורות מדויקות ומורכבות. תהליך זה מציע יתרונות יוצאי דופן:
- ייצור חלקים מורכבים בדיוק מימדי גבוה.
- אספקת איכות עקבית וחזרתיות.
- הפחתת עלויות ייצור בייצור בקנה מידה גדול.
עיצובים מתקדמים, כגון מכונת הזרקה מסוג בורג ומכונת הזרקה מסוג בורג, לשפר את זרימת החומרים ולמטב את הביצועים. בנוסף, ה-מכונת הזרקה כפולה לחביתומכונת הזרקת בורגלשפר עוד יותר את היעילות והתפוקה בתהליך הייצור.
יחידת הזרקה במכונת הזרקה מסוג בורג
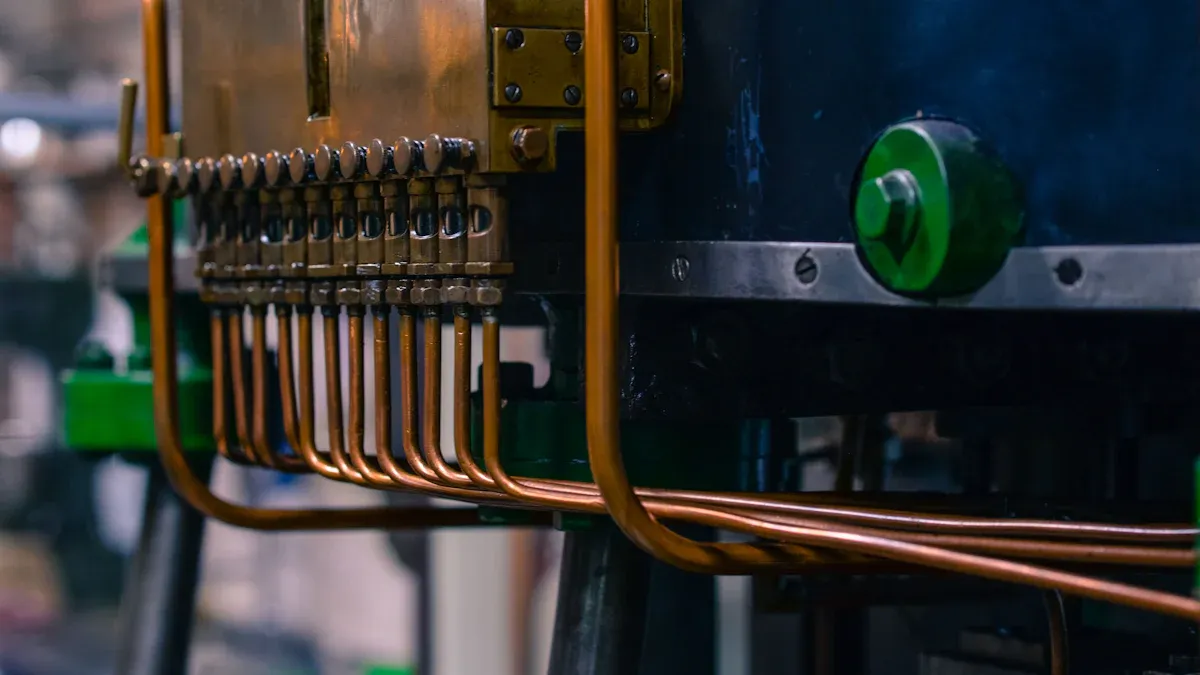
יחידת ההזרקה במכונת הזרקה מסוג בורג ממלאת תפקיד מרכזי בהפיכת כדורי פלסטיק גולמיים למצב מותך והזרקתם לתבנית. יחידה זו מורכבת משלושה רכיבים עיקריים: מיכל, חבית ומנגנון בורג. כל חלק תורם ליעילות ולדיוק של תהליך היציקה.
קוֹטֵף
המשפך משמש כנקודת כניסה לחומרי פלסטיק גולמיים. הוא מחזיק את כדורי הפלסטיק ומזין אותם לחבית לעיבוד נוסף. משפכים מודרניים כוללים לעתים קרובות מאפיינים כמו מערכות ייבוש חומרים להסרת לחות מהכדורים, מה שמבטיח איכות התכה אופטימלית. על ידי שמירה על אספקה עקבית של חומר, המשפך תומך במחזורי ייצור ללא הפרעות במכונת הזרקה מסוג בורג.
חָבִית
הקנה הוא תא גלילי המכיל את מנגנון הבורג. הוא מחמם את כדורי הפלסטיק לנקודת ההיתוך שלהם באמצעות אזורי חימום מרובים. אזורים אלה - המחולקים בדרך כלל להזנה, אחורית, אמצעית וקדמית - מאפשרים בקרת טמפרטורה מדויקת, שהיא קריטית להשגת איכות התכה אחידה. פיזור טמפרטורה נכון בתוך הקנה מונע בעיות כמו עיוות, אי דיוקים ממדיים ופגיעה בחומר. בקרה קפדנית זו מבטיחה שמכונת ההזרקה מסוג בורג תספק תפוקה באיכות גבוהה באופן עקבי.
- טמפרטורות נכונות באזור הקנה חיוניות לפעולה יעילה.
- הגדרות שגויות עלולות להוביל לפגמים במוצר הסופי.
- עיצובים מתקדמים משפרים את יעילות האנרגיה ומפחיתים את עלויות התפעול.
מנגנון בורג
מנגנון הבורג הוא לב יחידת ההזרקה. הוא מסתובב בתוך הקנה, מערבב ומתיך את כדורי הפלסטיק תוך כדי דחיפת החומר המותך קדימה. עיצוב הבורג משפיע באופן משמעותי על תהליך ההיתוך וההזרקה. לדוגמה, נייחיםעיצובי בורגמשפרים את הפלסטיות על ידי הבטחת חשיפה עקבית לגזירה ונפח זריקה. בנוסף, תכונות כמו שסתומי בופט מספקות בקרה מדויקת על ידי כיבוי מיידי כאשר הבורג נעצר.
במכונות הזרקה חשמליות לחלוטין מסוג בורג, מנגנון הבורג מציע שליטה חסרת תקדים על מהירות, לחץ ומיקום. דיוק זה ממזער את השונות בין מחזורי ההדפסה, ומבטיח קצב מילוי וגודל זריקות עקביים. התקדמות זו לא רק משפרת את איכות ההיתוך אלא גם משפרת את היעילות הכוללת של תהליך היציקה.
- שילוב אוטומציה ורובוטיקה מגביר עוד יותר את תפוקת הייצור.
- עיצובי ברגים חסכוניים באנרגיה תורמים לחיסכון בעלויות.
- שימוש בר-קיימא בחומרים תואם שיטות ייצור מודרניות.
יחידת ההזרקה במכונת הזרקה מסוג בורג מדגימה את הסינרגיה של הנדסה מתקדמת ובקרה מדויקת. רכיביה פועלים יחד בצורה חלקה כדי לספק ייצור איכותי, יעיל ואמין.
יחידות הידוק ותבנית

יחידות ההידוק והתבנית הן רכיבים קריטיים במכונת הזרקת פלסטיק. הן מבטיחות שהתבנית תישאר סגורה היטב במהלך תהליך ההזרקה ומקלות על יצירת חלקים מדויקים ואיכותיים. יחידות אלו מורכבות מהתבנית, משטחי הפלדה ומנוע ההנעה, שלכל אחד מהם תפקיד ייחודי בתהליך היציקה.
עוֹבֶשׁ
התבנית משמשת כחלל שבו פלסטיק מותך מקבל צורה. עיצובה משפיע ישירות על איכות ועקביות המוצר הסופי.שיטות עבודה מומלצות בתכנון תבניותהדגש על עובי דופן אחיד כדי למנוע פגמים כמו עיוות וסימני שקיעה במהלך הקירור. מעברים חלקים בין עוביים משתנים, המושגים באמצעות שיפוצים או פילטות, משפרים עוד יותר את שלמות המבנה.
- עובי דופן נכון מונע פגמים קוסמטיים כגון עיוות ושקיעה.
- ניתן לשפר את החוזק המבני באמצעות צלעות וגושים במקום להגדיל את העובי.
- טכניקות של תכנון ניסויים (DOE) מסייעות בזיהוי פגמים מוקדם, ומבטיחות ביצועים ואמינות אופטימליים.
במכונת הזרקה מסוג בורג, דיוק התבנית מבטיח שניתן להשיג עיצובים מורכבים וסבולות צפופות. יכולת זו הופכת אותה לאידיאלית לייצור חלקים מורכבים באיכות עקבית.
פלטות
פלטות (פלטות) הן הפלטות הגדולות והשטוחות המחזיקות את התבנית במקומן ומחלקות את כוח ההידוק באופן שווה. העיצוב והשלמות המבנית שלהן חיוניים לשמירה על יישור התבנית ולהבטחת לחץ אחיד במהלך תהליך ההזרקה. פרמטרים טכניים מרכזיים המשפיעים על יעילות הפלטה כוללים השפעה על משקל, כושר נשיאת עומס ואופטימיזציה מבנית.
| פָּרָמֶטֶר | השפעה על יישור עובש |
|---|---|
| השפעה על משקל | מהווה כמעט 70% ממשקל המכונה הכולל, דבר המשפיע על היציבות והיישור. |
| משמעות כלכלית | אופטימיזציה של התכנון מפחיתה את צריכת חומרי הגלם, ומשפרת את יעילות העלויות. |
| השפעה על הביצועים | מבטיח יישור תקין של התבנית וחלוקת לחץ אחידה, קריטיים לייצור באיכות גבוהה. |
| אופטימיזציה מבנית | משפר את הגודל, הצורה ופיזור החומרים ליישור טוב יותר. |
| קיבולת נשיאת עומס | משפר את העמידות ותומך ביישור התבנית תחת עומסי תפעול. |
במכונת הזרקה מסוג בורג, משטחי הזרקה תורמות ליכולתה של המכונה לייצר חלקים בדיוק מימדי גבוה. העיצוב החזק שלהם מבטיח עמידות וביצועים עקביים, אפילו תחת כוחות הידוק גבוהים.
הנעה מנועית
מנוע ההנעה מפעיל את מנגנון ההידוק, ומאפשר לתבנית להיפתח ולסגור בדיוק רב. הוא ממלא תפקיד מכריע בשמירה על המהירות והדיוק של תהליך ההידוק.מנועי מנוע מודרניים, במיוחד במכונות חשמליות לחלוטין, מציעות שליטה משופרת על כוח ההידוק והמיקום. דיוק זה ממזער את הבלאי של התבנית ומקצר את זמני המחזור, ובכך משפר את היעילות הכוללת.
מנועים חסכוניים באנרגיה תורמים גם הם לחיסכון בעלויות ולקיימות. על ידי אופטימיזציה של צריכת החשמל, הם תואמים לשיטות ייצור מודרניות המעניקות עדיפות לאחריות סביבתית. במכונת הזרקה מסוג בורג, מנוע ההנעה מבטיח פעולה חלקה, ותומך בייצור במהירות גבוהה מבלי להתפשר על האיכות.
עֵצָה:תחזוקה שוטפת של מנוע ההינע יכולה להאריך את תוחלת החיים שלו ולמנוע השבתות בלתי צפויות, ובכך להבטיח ייצור ללא הפרעות.
יחידות ההידוק והעיצוב מדגימות את הסינרגיה בין הנדסה ודיוק במכונות הזרקת פלסטיק. העיצוב והפונקציונליות שלהן משפיעים ישירות על יכולתה של המכונה לייצר חלקים באיכות גבוהה ביעילות ובאמינות.
מערכות בקרת חימום וטמפרטורה
מערכות חימום ובקרת טמפרטורה יעילות חיוניות לשמירה על איכות ועקביות של תהליכי הזרקת פלסטיק. מערכות אלו מבטיחות שהחומר הפלסטי יגיע לנקודת ההיתוך הנכונה ושטמפרטורת התבנית תישאר יציבה לאורך כל המחזור.
מחממי חביות
תנורי חימום לחביתממלאים תפקיד קריטי בהיתוך כדורי פלסטיק לטמפרטורה האופטימלית שלהם. הם משתמשים באזורי חימום מרובים כדי להשיג בקרת טמפרטורה מדויקת, שהיא חיונית לאיכות התכה אחידה. ניהול טמפרטורה יעיל משפר את יעילות האנרגיה ומשפר את גימור פני השטח של חלקים יצוקים.
- שליטה נאותה בטמפרטורות החבית מונעת התדרדרות החומר, במיוחד במהלך זמני שהייה ממושכים.
- שמירה על טמפרטורת התכה יעד של כ-490°F מבטיחה זרימת חומר עקבית ומפחיתה פגמים.
- תנודות בטמפרטורת החבית עלולות להשפיע לרעה על איכות המוצר, מה שהופך את הניטור הדוק לחיוני.
עיצובים מתקדמים של חביות משלבים לעתים קרובות גופי חימום חסכוניים באנרגיה, מה שמפחית את עלויות התפעול תוך שמירה על ביצועים גבוהים. תכונות אלו תואמות את שיטות הייצור המודרניות המעניקות עדיפות לקיימות ויעילות.
מחממי עובש
מחממי תבניות מווסתים את טמפרטורת התבנית, מבטיחים איכות חלקית עקבית ומקצרים את זמני המחזור. עובי חומר התבנית משפיע באופן משמעותי על קצב העברת החום. חלקים עבים יותר שומרים על חום זמן רב יותר, בעוד שחלקים דקים יותר מתקררים מהר יותר. התאמת הגדרות מחמם התבנית על סמך עובי החומר מונעת בעיות כמו עיוות ומבטיחה פיזור טמפרטורה אחיד.
טכניקות יציקה מדעיות משפרות עוד יותר את ביצועי מחמם התבניות. מתודולוגיות אלו ממזערות את זמני ההפעלה, מפחיתות את שיעורי הגרוטאות ומשפרות את עקביות התהליך. על ידי שמירה על טמפרטורות מדויקות של התבניות, יצרנים משיגים רווחיות ויעילות גבוהות יותר.
מנגנון בקרת טמפרטורה
המנגנון בקרת טמפרטורהמבטיחה יציבות ודיוק במהלך תהליך היציקה. אסטרטגיות מתקדמות, כגון בקרת עמימות מתכווננת של מומחים, משלבות בקרת PID מסורתית עם לוגיקה עמומה כדי לייעל את טמפרטורת החבית. גישה זו ממזערת חריגה ותנודות, ומשפרת את ביצועי המערכת הכוללים.
| אסטרטגיית בקרה | תֵאוּר |
|---|---|
| בקרת מטושטש מתכווננת של מומחה | משלב בקרת מומחים, בקרת עמומה ובקרת PID ליציבות ודיוק משופרים. |
| בקרת PID | שיטה מסורתית נוטה לחריגה ולתנודות. |
| מודל בקרה חזויה | עוקב אחר מהירות ההזרקה, ומשפר את הדיוק בתהליכי היציקה. |
מודלים של למידת מכונה, כגון אלגוריתמי יער אקראי, תורמים גם הם ליעילות אנרגטית על ידי זיהוי גורמים מרכזיים המשפיעים על צריכת האנרגיה. חידושים אלה מאפשרים ליצרנים לאזן בין צריכת אנרגיה לאיכות החלק, ובכך לשפר עוד יותר את הקיימות של פעולות הזרקה.
יחידות הידראוליות ובקרה
יחידות ההידראוליקה והבקרה הן רכיבים חיוניים של מכונת הזרקת פלסטיק. מערכות אלו פועלות יחד כדי להבטיח פעולה מדויקת, ביצועים יעילים ו...איכות מוצר עקבית.
מערכת הידראולית
המערכת ההידראולית מניעה את תנועת מנגנוני ההזרקה וההידוק. היא מייצרת את הכוח הנדרש להזרקת פלסטיק מותך לתוך התבנית ולשמירה על לחץ ההידוק במהלך תהליך היציקה. משאבות הידראוליות, שסתומים וצילינדרים מהווים את ליבת מערכת זו, ומספקים ביצועים מבוקרים ואמינים.
מערכות הידראוליות מודרניות משלבות טכנולוגיות מתקדמותלשפר את היעילותמשאבות בעלות תזוזת משתנה מתאימות את קצב הזרימה בהתאם לצרכים התפעוליים של המכונה, ומפחיתות את צריכת האנרגיה. בנוסף, שסתומים פרופורציונליים מספקים שליטה מדויקת על לחץ וזרימה, ומבטיחים תנועות חלקות ומדויקות. תכונות אלו תורמות ליכולתה של המכונה לייצר חלקים באיכות גבוהה עם בזבוז מינימלי.
עֵצָה:תחזוקה שוטפת של רכיבים הידראוליים, כגון בדיקת דליפות וניטור איכות השמן, יכולה להאריך את חיי המערכת ולמנוע זמן השבתה.
לוּחַ בַּקָרָה
לוח הבקרה משמש כמוח של מכונת ההזרקה. הוא מנטר ומווסת את כל תפקודי המכונה, ומבטיח ביצועים אופטימליים. לוח הבקרה, המצויד בחיישנים, אוסף נתונים בזמן אמת על פרמטרים קריטיים כגון טמפרטורה, לחץ ומיקום. לדוגמה:
- חיישנים מודדים ומספקים משוב על טמפרטורה ולחץ.
- חיישני ממברנה טבעתית מבטיחים מדידות מיקום מדויקות באמצעות תאי מד מאמץ.
מודלים של למידת מכונה המשולבים בלוח הבקרה משפרים עוד יותר את יכולותיו. מודלים אלה חוזים פרמטרים של איכות החלקים כמו מאמץ כניעה ומודול, וממטבים את הגדרות התהליך לקבלת תוצאות עקביות. ממצאים ניסויים מאמתים מודלים אלה על ידי השוואת ערכים צפויים לתוצאות בפועל, ומאשרים את יעילותם בשיפור יעילות הייצור.
יחידות ההידראוליקה והבקרה מדגימות את הסינרגיה של טכנולוגיות מכניות ודיגיטליות, ומבטיחות דיוק ואמינות במכונות הזרקת פלסטיק.
מנגנוני הזנה ופליטה
יחידת האכלה
היחידת האכלהמבטיח אספקה עקבית של חומר פלסטיק גולמי למכונת ההזרקה. היא מורכבת בדרך כלל ממיכל ובורג הזנה. המיכל מאחסן את כדורי הפלסטיק ומפנה אותם לחבית, שם החומר עובר התכה. כוח הכבידה והתנודות המבוקרות מקלים על זרימה חלקה של כדורי הפלסטיק, ומונעים חסימות או הפרעות במהלך הייצור.
יחידות הזנה מודרניות כוללות לעתים קרובות תכונות מתקדמות כמו מערכות ייבוש חומרים. מערכות אלו מסירות לחות מהגלילים, דבר קריטי לשמירה על איכות ההיתוך ולמניעת פגמים במוצר הסופי. בנוסף, מנגנוני הזנה אוטומטיים משפרים את היעילות על ידי סנכרון אספקת החומר עם מהירות הפעולה של המכונה. סנכרון זה ממזער בזבוז חומרים ומבטיח מחזורי ייצור ללא הפרעות.
יחידת פליטה
היחידת פליטהממלא תפקיד חיוני בהוצאת החלק היצוק מחלל התבנית לאחר הקירור. הוא משתמש בפיני פליטה, פלטות או משבי אוויר כדי לשחרר את המוצר המוגמר מבלי לגרום נזק. דיוק בתזמון הפליטה ובכוח הפליטה חיוני לשמירה על שלמות החלק היצוק ולמניעת פגמים כמו עיוות או סדקים.
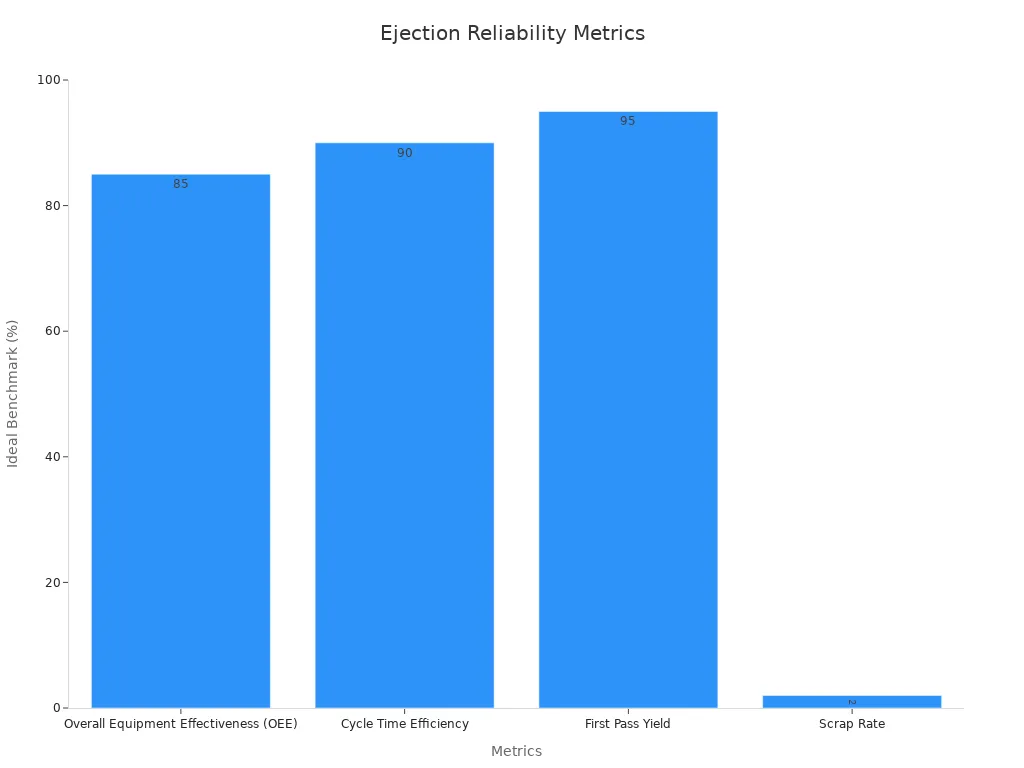
יחידות פליטה אמינות מפחיתות משמעותית את זמני ההשבתה של מחזור הייצור. מדדים כגון יעילות הציוד הכוללת (OEE), יעילות זמן המחזור ותפוקת המעבר הראשון (FPY) מאמתים את ביצועיהן. לדוגמה:
| מֶטרִי | תֵאוּר | מדד אידיאלי |
|---|---|---|
| יעילות ציוד כוללת (OEE) | מודד את יעילות הייצור; מחושב על סמך זמינות, ביצועים ואיכות. | ~85% |
| יעילות זמן המחזור | עוקב אחר הזמן להשלמת מחזור ייצור אחד; זמנים קצרים יותר משפרים את התפוקה. | 90% או יותר |
| תפוקת מעבר ראשון (FPY) | אחוז המוצרים שיוצרו כהלכה בפעם הראשונה; ערכים גבוהים מצביעים על תהליכים יעילים. | >95% |
| שיעור גרוטאות | אחוז החומרים המושלכים; תעריפים נמוכים יותר משפרים את הרווחיות. | <2% |
מערכות פליטה מתקדמות משלבות חיישנים לניטור והתאמה דינמית של כוח הפליטה. חידושים אלה מבטיחים איכות חלקים עקבית תוך מזעור בלאי על רכיבי התבנית והמכונה. תחזוקה שוטפת של יחידת הפליטה משפרת עוד יותר את אמינותה ומאריכה את תוחלת החיים התפעולית שלה.
מכונת הזרקת פלסטיק משלבת רכיבים מתקדמים כדי לספק ביצועים יוצאי דופן. כל חלק תורם ליעילות הייצור, לאיכות ולאמינות. שליטה במערכות אלו מבטיחה תוצאות אופטימליות.
| מֶטרִי | תֵאוּר |
|---|---|
| יעילות הייצור | משקף את מידת היעילות שבה חומרי גלם הופכים למוצרים מוגמרים. |
| שיעור גרוטאות | מציין את אחוז הייצור שאינו עומד בתקני האיכות. |
| זמן השבתה של המכונה | משפיע על יעילות הייצור ועל עלויות התפעול, חיוניות לרווחיות. |
הבנת מדדים אלה מדגישה את תפקידה של המכונה בהשגת פלט עקבי ואיכותי.
שאלות נפוצות
1. אילו חומרים ניתן להשתמש במכונות הזרקת פלסטיק?
מכונות הזרקת פלסטיק מעבדות תרמופלסטיקים כמו ABS, פוליפרופילן וניילון. הן מטפלות גם בפלסטיק הנדסי כמו פוליקרבונט ו-PEEK.
2. כיצד בקרת טמפרטורה משפיעה על איכות המוצר?
בקרת טמפרטורה מדויקת מבטיחה איכות התכה אחידה, מפחיתה פגמים ומשפרת את דיוק המימדים. היא מונעת התדרדרות חומר במהלך מחזורי עיבוד ממושכים.
3. אילו שיטות תחזוקה משפרות את ביצועי המכונה?
שימון קבוע, בדיקות מערכת הידראולית וניקוי יחידות ההזנה מונעים בלאי והשבתה. חיישני ניטור מבטיחים פעולה עקבית ומאריכים את חיי המכונה.
זמן פרסום: 28 במאי 2025